
ISA 88 là gì?
ISA 88 (còn được gọi đơn giản hơn là S88 ) là một bộ tiêu chuẩn để thực hiện các hệ thống Batch Control. Mục đích của nó là cung cấp thuật ngữ nhất quán và khung để thiết kế và mô đun hóa các hệ thống kiểm soát hàng loạt cho các hệ thống tự động hóa sản xuất theo mẻ.
Tiêu chuẩn S88 chi tiết ba mô hình để xác định hệ thống kiểm soát hàng loạt:
- Mô hình vật lý – xác định cấu hình thiết bị vật lý
- Mô hình thủ tục – xác định các hướng dẫn chung được sử dụng để kiểm soát hàng loạt
- Mô hình quy trình – xác định các hành động xử lý cho từng đơn vị
PLC | Programmable Logic Controller Bộ điều khiển khả trình |
DCS | Distributed Control System Hệ điều khiển phân tán |
MES | Manufacturing Execution System Hệ thống điều hành sản xuất |
ERP | EnterpriseResource Planning Hệ thống hoạch định nguồn lực doanh nghiệp |
PC | Personal Computer Máy tính cá nhân |
Tổng quan về ISA-88
Mô hình vật lý
Đây là cách chia thiết bị vật lý thành cấu trúc phân cấp như trong sơ đồ sau:
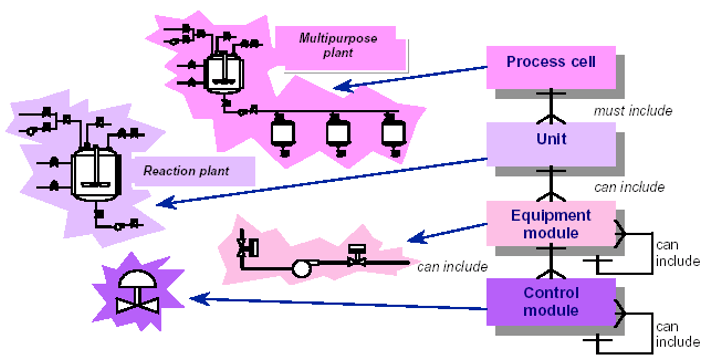
Quy trình Cell
Quy trình này đại diện cho toàn bộ nhà máy đang được xem xét và chứa tất cả các thiết bị cần thiết để thực hiện một lô sản xuất. Các ô (cell) quá trình bao gồm một hoặc nhiều đơn vị bên trong (unit).
Đơn vị (Unit).
Một đơn vị được tạo thành từ các mô-đun thiết bị và mô-đun điều khiển. Một đơn vị là một nhóm thiết bị độc lập thường tập trung xung quanh một thiết bị xử lý chính, như bồn trộn hoặc lò hơi.
Đặc điểm của một đơn vị:
- Một đơn vị có thể thực hiện một hoặc nhiều hoạt động xử lý chính, như phản ứng, kết tinh và đưa ra giải pháp.
- Các đơn vị hoạt động tương đối độc lập với nhau.
- Một đơn vị thường chứa một lô nguyên liệu hoàn chỉnh tại một số điểm trong chuỗi xử lý của lô.
- Một đơn vị không thể xử lý nhiều hơn một lô cùng một lúc.
Mô-đun
Một mô-đun thiết bị có thể được tạo thành từ các mô-đun điều khiển và mô-đun thiết bị cấp dưới. Một mô-đun thiết bị thường tập trung vào một phần của thiết bị xử lý, chẳng hạn như bộ lọc.
Đặc điểm của một mô-đun thiết bị:
- Có thể là một phần của một đơn vị hoặc nhóm thiết bị độc lập trong một cell quy trình.
- Có thể thực hiện một số lượng hữu hạn các hoạt động chế biến nhỏ cụ thể, chẳng hạn như định lượng hoặc cân.
- Có thể, nhưng không cần phải chứa nguyên liệu cho một lô
Mô-đun điều khiển
Một mô-đun điều khiển thường là một tập hợp các cảm biến, bộ truyền động, các mô-đun điều khiển khác và thiết bị xử lý liên quan có thể được vận hành như một thực thể duy nhất theo quan điểm của kỹ thuật điều khiển. Những thứ này cũng có thể được coi là các thiết bị của những người khác Một mô-đun điều khiển cũng có thể được tạo thành từ các mô-đun điều khiển khác.
Ví dụ về các mô-đun điều khiển: van cách ly, van điều chế, máy phát analog, bộ điều khiển PID, động cơ.
Toàn bộ quy trình để tạo ra một sản phẩm được gọi là Quy trình Công thức, chính nó được chia thành Quy trình Đơn vị. Thủ tục đơn vị bao gồm các bước xử lý chính được gọi là Hoạt động. Hoạt động bao gồm các bước xử lý cá nhân nhỏ gọi là giai đoạn.
Mô hình thủ tục
Đây là cách xác định thủ tục được sử dụng để tạo ra sản phẩm như trong sơ đồ sau:
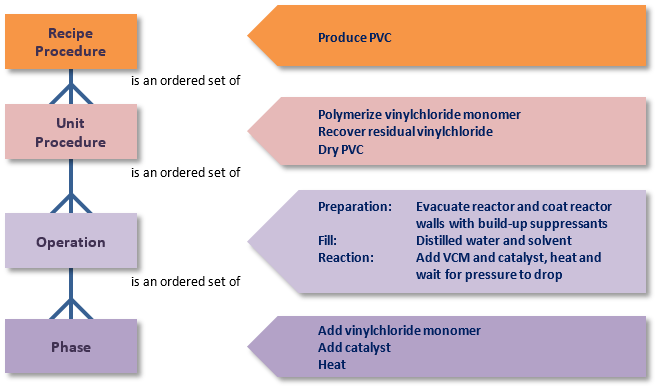
Toàn bộ quy trình để tạo ra một sản phẩm được gọi là Quy trình Công thức, chính nó được chia thành Quy trình Đơn vị. Thủ tục đơn vị bao gồm các bước xử lý chính được gọi là Hoạt động. Hoạt động bao gồm các bước xử lý cá nhân nhỏ gọi là giai đoạn.
Các thủ tục đơn vị thường tương ứng với các Đơn vị từ Mô hình vật lý.
Các pha thường tương ứng với các lệnh gọi riêng lẻ của Mô-đun Thiết bị từ mô hình vật lý. Trong mỗi cuộc gọi, một số tham số nhất định được chuyển đến Mô-đun Thiết bị để hướng dẫn cách vận hành.
Process Model
Mô hình quy trình bao gồm một quy trình bao gồm một tập hợp các giai đoạn của quy trình, bao gồm một tập hợp các hoạt động được sắp xếp, bao gồm một tập hợp các hành động quy trình được thiết lập trước.
Tích hợp với mô hình ISA-95
ISA-95 dựa trên cấu trúc phân cấp của ISA-88 của các tài sản vật chất của công ty công nghiệp. Nhưng ISA-88 tập trung vào ô Process và ISA-95 tập trung vào Site và Area. Đối với ISA-95, các mức của cell Quy trình và Đơn vị chỉ được quan tâm nếu cần trao đổi thông tin giữa doanh nghiệp và hệ thống kiểm soát về các cấp này. Hệ thống logistic kinh doanh có thể cần có thông tin về ô quy trình, để có thể lên lịch các hoạt động dài hạn trong ô quy trình này.
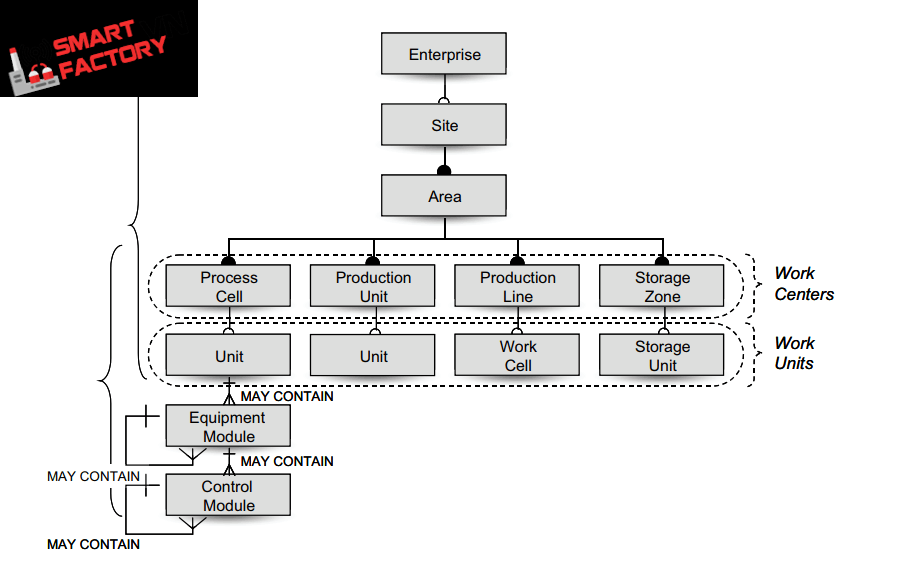
ISA-95 cũng áp dụng thuật ngữ ISA-88. Nó sử dụng các thuật ngữ như Enterprise, Site, Area, Process cell, v.v., làm thuộc tính của Lịch sản xuất. Nếu bạn đã cấu trúc thông tin sản phẩm của mình dựa trên ISA-88, việc sử dụng các mô hình đối tượng ISA-95 sẽ dễ dàng hơn cho thông tin sản phẩm. Có rất nhiều điểm tương đồng được đề cập, điều này không lạ; rất nhiều thành viên ủy ban SP95 cũng là thành viên ủy ban ISA-88.
Về cơ bản việc tích hợp giữa ISA-88 và ISA-95 chính là sự tích hợp giữa MES và ERP, trong khuôn khổ bài viết chúng tôi chỉ nêu 1 sơ đồ ngắn gọn mô tả một số thông tin tích hợp chính dưới đây

Phần trên của mô hình dữ liệu hiển thị mô hình Định nghĩa sản phẩm của ISA-95 và phần dưới hiển thị Công thức chính của ISA-88, với Quy trình, Quy trình đơn vị, Hoạt động và Pha. Bằng cách này, hệ thống có khả năng nói ISA-95 với hệ thống ERP ở cấp độ cao hơn và nói ISA-88 với hệ thống Batch Control cấp thấp hơn. Thông tin Định nghĩa Sản phẩm nhận được từ cấp 4 được chia thành Phân đoạn ISA-95, có liên quan đến Công thức chính của ISA-88. Điều tương tự cũng được thực hiện đối với các mô hình sản xuất và thông tin hiệu suất sản xuất của các mô hình ISA-95. (Trong trường hợp đó, Phân đoạn ISA-95 liên quan đến Công thức điều khiển của ISA-88).
Triển khai S88 trong các hệ thống điều khiển
Trong các hệ thống điều khiển hàng loạt, phần mềm thường được cấu trúc theo mô hình vật lý. Do đó, các thiết bị như van, động cơ, bộ điều khiển PID sẽ trở thành các mô-đun điều khiển. Chúng sẽ lần lượt được điều khiển bởi các mô-đun thiết bị, lần lượt thuộc về các đơn vị (mặc dù một số mô-đun thiết bị có thể độc lập). Thông thường điều này sẽ đạt được bằng cách cấu trúc phần mềm thành một cấu trúc thư mục phân cấp.
Về mặt viết các yêu cầu chức năng và thông số kỹ thuật thiết kế, các tài liệu đó sẽ được cấu trúc bằng cùng một ý tưởng: Chia nhà máy vật lý thành các đơn vị, mô-đun thiết bị và mô-đun điều khiển. Các mô-đun thiết bị sẽ được chia thành các giai đoạn, mỗi giai đoạn có các tham số xác định hành vi của chúng.
Kiểm soát thủ tục thường được thực hiện bằng cách tạo công thức khuấy trộn trong gói phần mềm chỉnh sửa công thức. Bí quyết sẽ bao gồm các thủ tục đơn vị gọi trên các mô-đun thiết bị cơ bản. Mỗi cuộc gọi đến một mô-đun thiết bị sẽ chỉ định các giá trị tham số được truyền cho mô-đun thiết bị.
Sơ đồ chuyển trạng thái
- Trạng thái chờ (Idle): chờ lệnh Start để chuyển sang Running
- Đang chạy (Running): trạng thái này bắt đầu khi nhận được lệnh Start. Các hoạt động đang thực hiện.
- Hoàn thành (Complete): trạng thái Running đã được hoàn thành. Chờ lệnh Reset để chuyển sang Idle.
- Đang tạm dừng (Pausing): xuất hiện khi hệ thống đang ở Running và nhận được lệnh Pause. Hệ thống tiến tới điểm tạm dừng được định nghĩa tiếp theo. Tại điểm tạm dừng, trạng thái chuyển thành Paused.
- Đã tạm dừng (Paused): là điểm dừng ngắn hạn cho phần tử thủ tục. Hệ thống quay trở lại trạng thái Running khi có lệnh Resume. Trạng thái Running sẽ tiếp tục từ điểm tạm dừng.
- Đang giữ (Holding): thiết bị ở trạng thái an toàn. Trạng thái Running được ngắt và chuyển sang Holding khi có một sự bất thường được phát hiện hoặc có lệnh Hold từ người vận hành.
- Đã giữ (Held): trạng thái Holding đã hoàn thành. Không có hoạt động nào xảy ra nữa. Tại điểm này, người vận hành hoặc hệ điều khiển có thể đưa ra lệnh Hold, Restart, Stop hoặc Abort.
- Đang bắt đầu lại (Restarting): xuất hiện khi hệ thống đang ở trạng thái Held và lệnh Restart được người vận hành đưa ra. Các hoạt động được thực hiện để đưa thiết bị về trạng thái vận hành bình thường. Khi kết thúc Restarting, hệ thống chuyển về trạng thái Running.
- Đang dừng (Stopping): thiết bị ở trạng thái an toàn. Trạng thái hiện tại bị ngắt khi người vận hành đưa ra lệnh Stop.
- Đã dừng (Stopped): trạng thái Stopping đã hoàn thành. Tại điểm này, không thể bắt đầu lại công thức.
- Đang hủy bỏ (Aborting): thiết bị ở trạng thái an toàn. Trạng thái hiện tại bị ngắt khi người vận hành đưa ra lệnh Abort.
- Đã hủy bỏ (Aborted): trạng thái Aborting đã hoàn thành. Tại điểm này, không thể bắt đầu lại công thức.
Kết luận
Bài tiếp theo chúng tôi sẽ giới thiệu một số giải pháp đóng gói Batch Control Thông dụng trên thị trường cho độc giả có thể cân nhắc triển khai cho nhà máy của mình.